专注数控车床研发生产销售
数控车床设备行业诚信厂家
全国服务咨询热线
0538-8606989
专注数控车床研发生产销售
数控车床设备行业诚信厂家
全国服务咨询热线
0538-8606989
联系电话:0538-8606989
联 系 人:宋经理
手机号码:15264895829
公司邮箱:sxw@taianhaishu.com
QQ: 690569857
微信:690569857
邮 编:271000
公司地址:山东省泰安市岱岳区山口工业园

扫描二维码加微信咨询
为了有效解决这一难题,精度补偿技术应运而生。它并非单一方法,而是一套通过对误差进行检测、分析与修正的系统性工程。其核心逻辑在于:首先识别并量化误差来源,然后通过数控系统或机械调整等手段,主动引入一个“反向误差”来抵消原有误差,从而显著提升工件的精度。
要解决问题,必须先找到根源。数控车床的加工误差主要来自以下几个方面:
针对上述误差,行业已经发展出一套成熟的补偿技术体系。根据海数机械等专业厂家的实践经验,科学运用这些技术是稳定精度的关键。


| 补偿技术 | 针对误差 | 技术原理与实施方法 |
| 反向间隙补偿 | 丝杠与螺母间的反向间隙 | 检测:用千分表测量轴在正反换向时的空程量。 设置:将测得的间隙值(μm)输入数控系统(如发那科1851/1852参数)。 效果:系统在换向时自动叠加该值,消除空程,解决台阶、接刀纹等问题。 |
| 螺距误差补偿 | 丝杠的螺距不均误差 | 检测:使用激光干涉仪等精密仪器,沿轴全程分段测量定位误差。 设置:在系统中设定补偿点,并逐一输入误差值。 效果:大幅提升机床的定位和重复定位精度。有案例显示可将Z轴精度恢复至出厂标准。 |
| 刀具磨损补偿 | 刀具磨损、刀尖圆弧引起的尺寸与轮廓误差 | 几何补偿:通过对刀操作输入刀具的初始位置(X/Z值)。 磨损补偿:加工后实测工件,将尺寸偏差值直接输入刀具磨损补偿参数中。 刀尖半径补偿:使用G41/G42指令,并输入刀尖R值,自动修正圆弧和锥度加工的轮廓误差。 |
| 热变形补偿 | 主轴、丝杠等部件温升导致的热伸长与变形 | 自动补偿:高端系统内置热变形模型,配合温度传感器实时监测,实现动态实时补偿。 手动补偿:根据经验或实验数据,在批量生产中按时间段手动修正刀具补偿值。 效果:有效解决热胀冷缩导致的尺寸漂移问题。 |
| 几何精度补偿 | 导轨、主轴等大部件的几何精度偏差 | 定期使用激光干涉仪、球杆仪等检测机床的直线度、垂直度等。 通过调整机床的机械结构或软件参数进行补偿,是其他补偿的基础。 |
随着技术的进步,精度补偿正朝着更智能、更综合的方向发展:
精度补偿技术是解决数控车床加工误差难题的关键手段。对于企业而言,建立一套包含定期检测、参数优化、日常维护的精度管理体系至关重要。
通过系统性地运用反向间隙补偿、螺距误差补偿、刀具磨损补偿和热变形补偿等技术,制造企业可以有效抵消机床的固有误差与使用损耗,将加工精度稳定控制在较高水平,从而显著降低废品率,提升生产效率和市场竞争力。
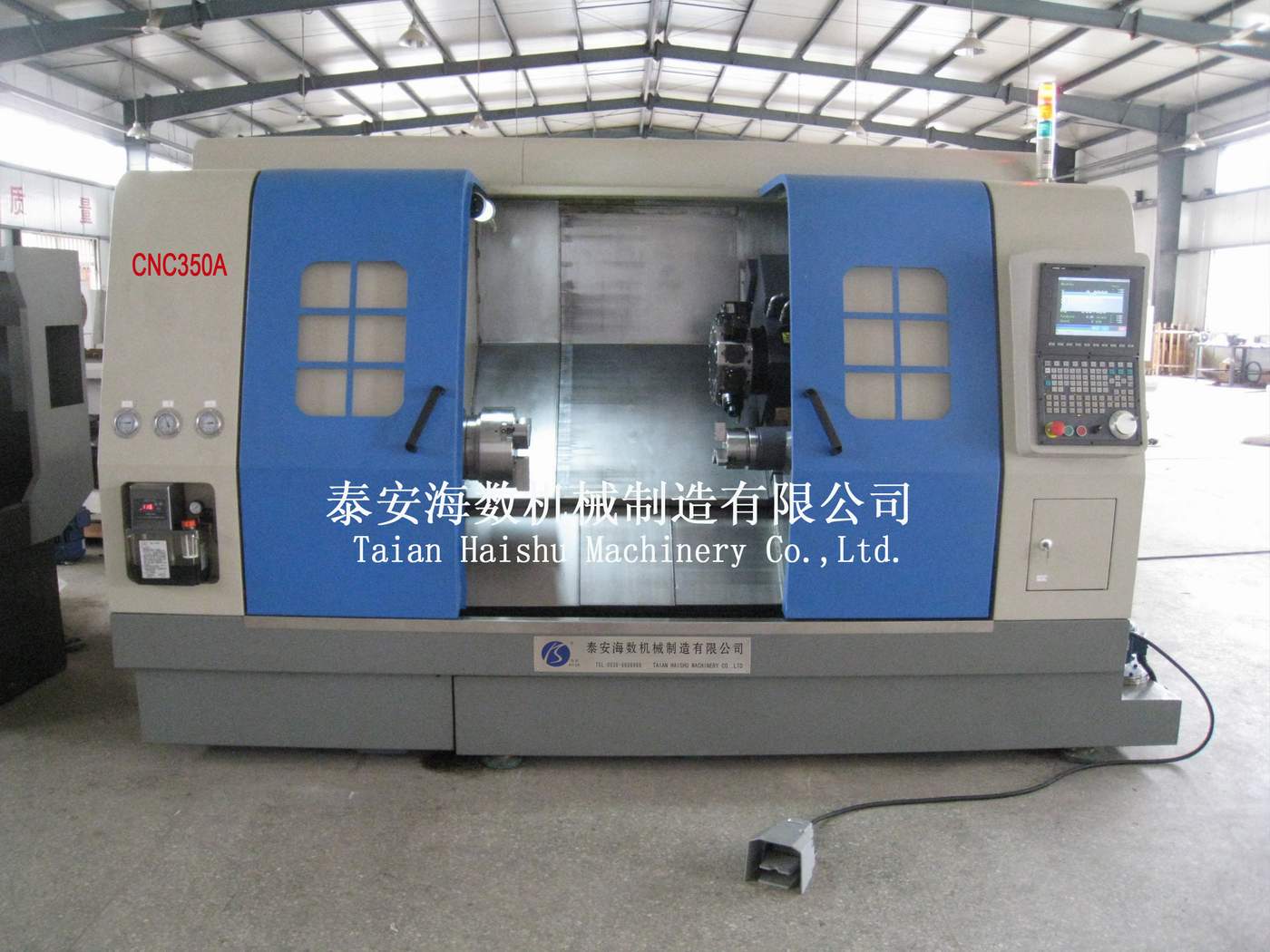
海数机械作为专业的数控车床制造商,致力于将先进的精度补偿技术融入产品与服务体系,为客户提供高精度、高稳定性的加工解决方案。如果您在加工精度方面遇到难题,欢迎随时联系海数机械,获取专业的技术支持与服务。
数控车床研发,每一个问题我们都不容忽视!
怎么样使我的设备机器拥有更长的使用寿命?
怎么样让设备具有更高的生产效率?
怎么样保证机器设备简单易学?
... ...
了解数控车床
从我们的网站开始!
全国咨询服务热线:0538-8606989


鲁公网安备 37091102000105号